In modern manufacturing, product identification and traceability have transitioned from optional operational enhancements to strict regulatory mandates. In industries ranging from automotive assembly to medical device fabrication, components must carry indelible, high-contrast, and machine-readable identification marks. The search for a reliable laser marking and coding system manufacturer in China is no longer just about optimizing unit purchase price; it is a strategic decision that impacts factory automation uptime, compliance with global safety standards, and long-term total cost of ownership (TCO).
For enterprise buyers, the challenge lies in understanding the core physical mechanisms of various laser sources (Fiber, CO2, and UV) and how they interact with specific target materials. Without proper engineering insight, procurement teams risk choosing systems that cause thermal distortion on sensitive polymers or fail to deliver the high-contrast marking required by automatic scanning equipment on rapid conveyor lines. This guide analyzes industrial laser coding systems, highlighting the manufacturing expertise of Chengdu Jigsaw Machine Co., Ltd. (founded in 2010) and demonstrating how Chinese manufacturing clusters deliver structural rigidity and optical precision at scale.
"Traceability is the foundation of modern quality assurance. Indelible laser marking provides a permanent birth certificate for every manufactured component, ensuring accountability throughout its entire lifecycle."
Choosing the appropriate laser wavelength is critical for successful material marking. Substrates respond differently depending on the light spectrum emitted by the source. Using an incorrect wavelength can result in poor contrast, micro-cracking, or charring.
| Laser Source Type | Wavelength | Primary Substrates | Interaction Mechanism | Typical Industrial Applications |
|---|---|---|---|---|
| Fiber Laser | 1064 nm (Infrared) | Stainless steel, aluminum, brass, titanium, high-density polymers | Photothermal (Engraving, carbonizing, surface melting) | Automotive chassis marking, aerospace serialization, tool labeling, metal jewelry |
| CO2 Laser | 10600 nm / 10.6 µm | Wood, acrylic, glass, leather, paperboard, rubber, organic films | Thermal ablation (Vaporization of surface molecules) | Packaging lot codes, consumer goods branding, acrylic display cutting, textile marking |
| UV Laser | 355 nm (Ultraviolet) | Surgical plastics, glass, sapphire, silicon wafers, PVC, ceramic | Photochemical ("Cold marking" - breaking molecular bonds directly) | Medical device UDI compliance, micro-electronics, pharmaceutical blister packs |
Fiber Lasers are the industry standard for metal marking. By utilizing an active optical fiber doped with rare-earth elements (such as ytterbium), fiber lasers emit at 1064 nm, which is highly absorbed by most metals. Advanced configurations, such as MOPA (Master Oscillator Power Amplifier) systems, offer adjustable pulse durations (ranging from 4 ns to 200 ns). This allows operators to fine-tune heat input, facilitating high-contrast black marking on anodized aluminum or color marking on titanium without compromising structural integrity.
Conversely, UV Lasers (355 nm) use a third-harmonic generation process to convert infrared light into ultraviolet light. This "cold marking" method breaks chemical bonds within the target material directly, bypassing thermal melting. It is ideal for medical-grade plastics like HDPE and silicone, where micro-cracks or surface roughness could harbor bacteria.
Founded in May 2010, Chengdu Jigsaw Machine Co., Ltd. has established itself as an engineering-driven manufacturer of industrial cutting, sawing, and laser processing systems. Their industrial experience is key when selecting a high-speed laser marking system. A laser scan head vibrating at high speeds (up to 12,000 mm/s) requires a rigid mechanical frame to prevent micro-vibrations from distorting codes.
Operating from a modern 2,000+ square meter production facility, the company utilizes advanced machining, assembly, and testing systems to guarantee geometric accuracy across all equipment. Their integration of core mechanical frames, high-precision guide rails (such as HIWIN), and robust robotic interfaces ensures long-term operational stability.









This engineering foundation ensures that laser platforms, such as the 3D Galvo CNC Fiber Laser Engraver and the UV Laser Marking Machine, perform reliably in multi-shift industrial settings. With ISO9001 and CE certifications, their manufacturing processes guarantee that all laser systems meet strict safety, quality, and structural requirements.
Modern production lines require integrated communication across hardware. A standalone laser marker requires manual file loading, which increases the risk of human error. Industry 4.0 standards dictate that laser marking and coding systems communicate directly with Manufacturing Execution Systems (MES) and Enterprise Resource Planning (ERP) databases.
Using communication protocols such as Modbus/TCP, EtherNet/IP, or Profinet, the laser controller automatically fetches dynamic values (such as serial numbers, batch codes, or manufacturing dates) from the central database. When a component enters the marking station:
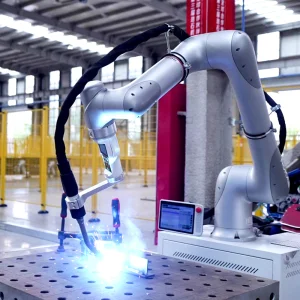
For automated lines, integrating multi-axis robotic arms (such as Yaskawa 6-Axis Cobots) allows the laser beam to reach irregular surfaces on complex castings, ensuring consistent marking angles without manual repositioning.
Deploying industrial lasers globally requires adherence to strict safety regulations. Industrial laser systems are classified based on the hazard level of the laser beam:
Class 1 Laser Systems: These are fully enclosed workstations with safety-interlocked doors, wavelength-specific viewing windows, and integrated fume extraction. They present no hazard to operators during normal operation and require no special personal protective equipment (PPE).
Class 4 Laser Systems: These are open-frame lasers commonly integrated directly into conveyor lines. Because the bare laser beam is exposed, operators must wear wavelength-certified safety glasses, and the entire workstation must be housed in a designated Laser Controlled Area (LCA) with interlocked entryways.
Compliance standards such as EN 60825-1 (Laser Safety for Europe) and the FDA CDRH Accession registry (for the United States) specify safety parameters for industrial lasers. Chengdu Jigsaw Machine Co., Ltd. incorporates dual-channel safety relays, emergency stop systems, and certified laser barriers into its equipment, ensuring compliant integration on global factory floors.
Procurement teams often compare the lower initial cost of continuous inkjet (CIJ) printers with the higher upfront cost of laser coding systems. However, analyzing the Total Cost of Ownership (TCO) over a 5-year operating window reveals a different economic picture.
| Cost Element | Continuous Inkjet (CIJ) System | Industrial Laser Coding System | Economic Impact |
|---|---|---|---|
| Initial Capital Cost | Low ($2,500 - $6,000) | Moderate to High ($5,000 - $18,000) | Favoring Inkjet initially |
| Consumables Cost | High (Constant purchases of ink, make-up fluids, and filters) | Zero (No fluids or replacement consumables) | Favoring Laser (Saves thousands annually) |
| Maintenance & Labor | High (Frequent printhead cleaning, fluid balancing, filter swaps) | Low (Periodic protective lens cleaning) | Favoring Laser (Reduces labor hours) |
| Unplanned Downtime | Moderate to High (Nozzle clogging, fluid viscosity errors) | Extremely Low (Solid-state diode reliability) | Favoring Laser (Improves overall equipment effectiveness) |
| Mark Permanence | Low (Can bleed, scratch, or fade when exposed to solvents) | Permanent (Physically alters the material surface) | Favoring Laser (Ensures long-term traceability) |
By eliminating ink and solvent purchases, solvent disposal costs, printhead replacement, and the labor required to manage chemical storage, a laser marking system typically recovers its initial cost within 12 to 18 months. Additionally, avoiding line stoppages caused by clogged inkjet nozzles directly improves Overall Equipment Effectiveness (OEE).